


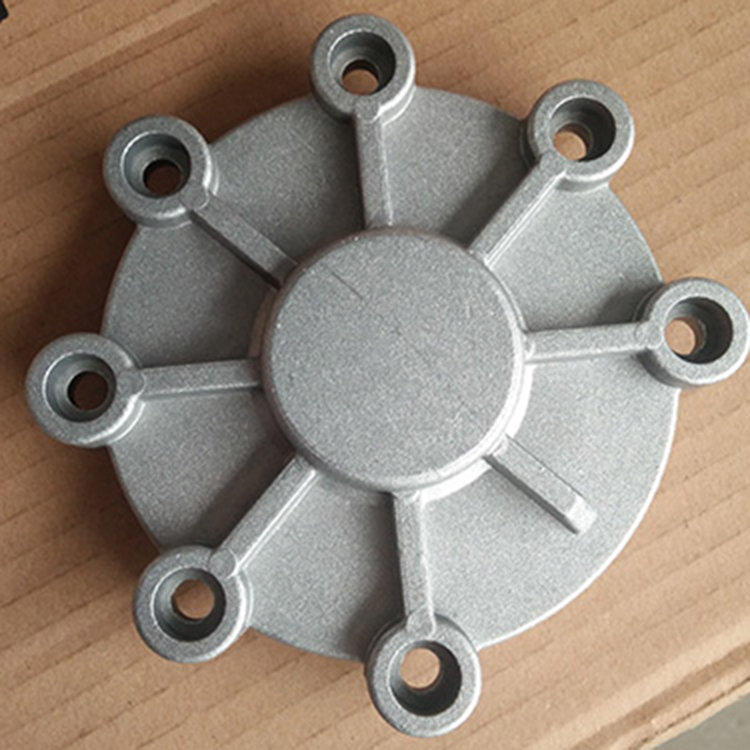
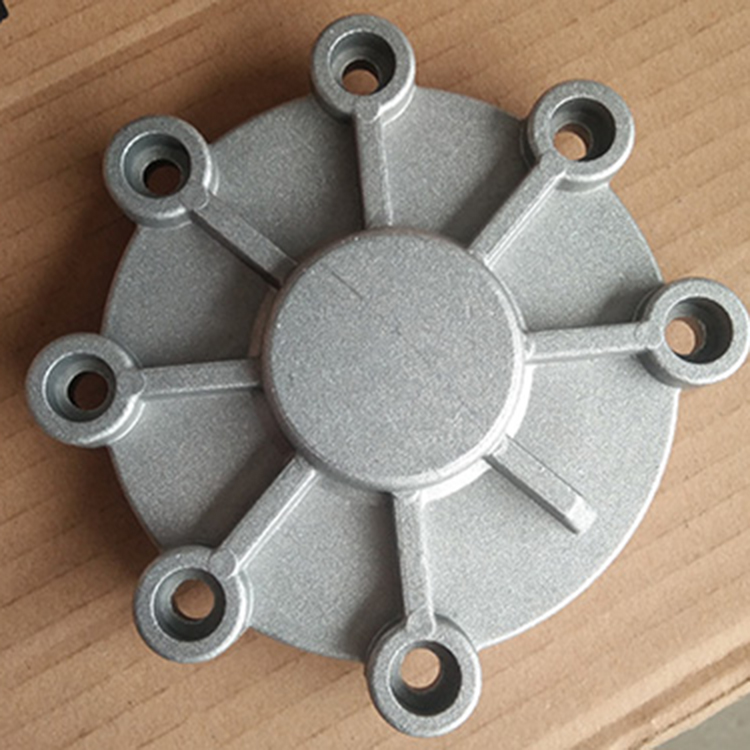











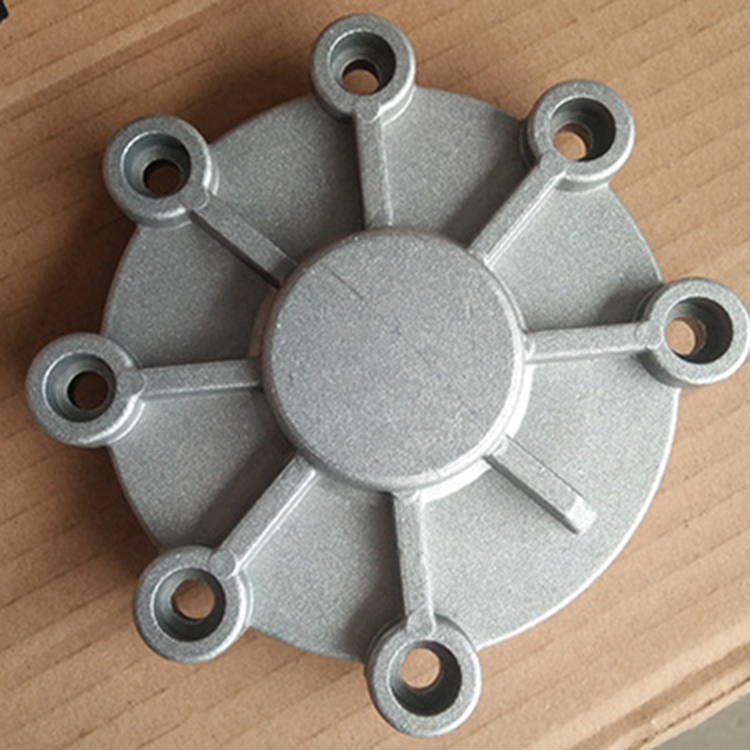
工件的几何形状设计,锌压铸件在设计其几何形状时,尽量避免盲孔深的凹部等结构,因此,要求在零件设计时,在不影响外观和使用的部位,留出便于溶液、气体流动的排泄工艺孔。这样不仅能很好地实施镀覆,而且减轻了镀液被污染的程度。
锌压铸件表面是致密层,厚度约0.1mm,内部则是疏松多孔结构。在模具设计和采用压铸工艺时,尽量使工件表面光滑,减少裂纹、气孔、冷隔缝隙、飞边及毛刺等铸造缺陷。为此,需要进行机械清理,这时应避免损伤表面致密层,以免露出多孔的基体造成电镀困难,并影响电镀质量。锌合金压铸时常常使用脱模剂,对脱模剂的使用和去除应给予确定的重视,它是影响镀层结合力的因素之一。
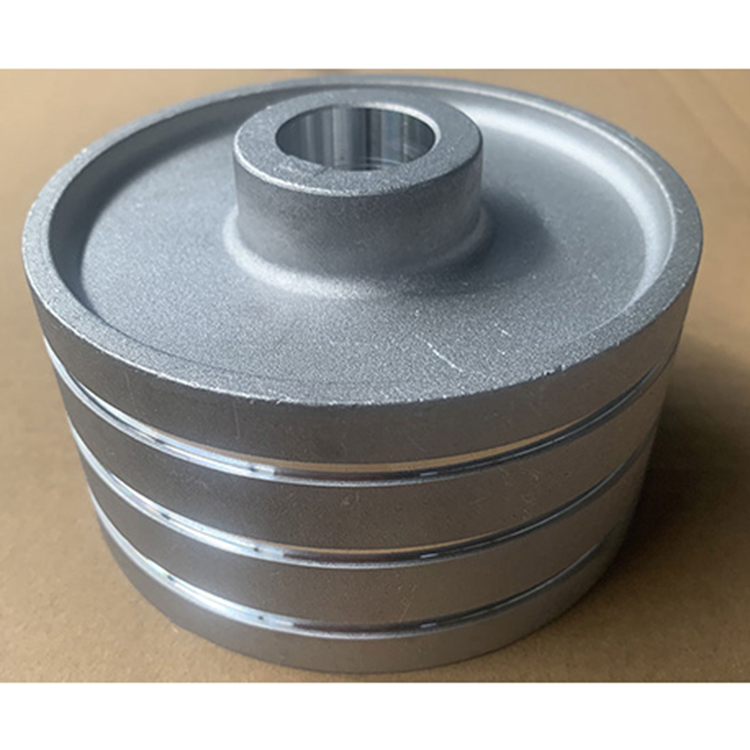
锌压铸件浇注系统设计如何设计:
在设计浇注系统时,首先要决定浇口的摆放位置,金属流以怎样的模式填充模腔。填充模式由内浇口的位置和尺寸以及内浇口处流道的设计所决定。良好的填充模式能将型腔内的气体通过排气通道排走,并使金属流有稳定的流动,均匀地填充整个型腔,避免金属的回流。锥形流道设计提供稳定金属射流,让我们能预测型腔的填充模式。一旦确定填充模式,浇注系统设计的主要工作就变成内浇口和流道尺寸的设计,以达到满意的填充模式。
锌压铸件浇注系统设计流程:
决定浇注系统的浇口位置及填充模式计算内浇口的佳面积计算每段流道的截面面积决定排气坑的位置及计算面积绘制图纸
想要降低压铸件的次品率,可通过良好的浇注系统设计和提高铸件比例来配合。由此可以看出锌合金压铸件浇注系统的设计是非常重要的。
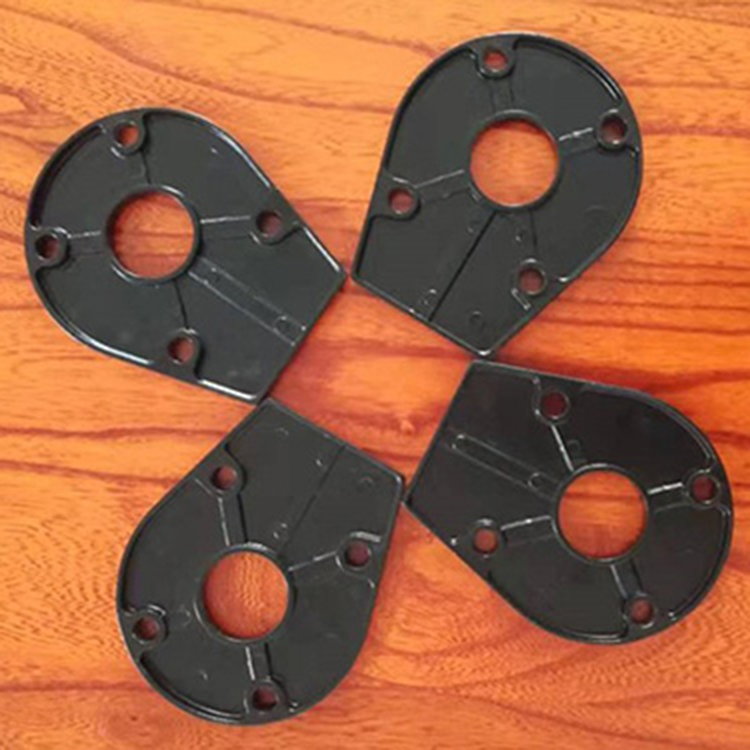
针对锌压铸件产品的存放提出以下几点存放方法:
1.当我们将锌合金压铸原料买回来之后,我们需要放在干燥、清洁的地方,在使用前我们要先对锌合金进行样品抽样检测(或者定期检测)
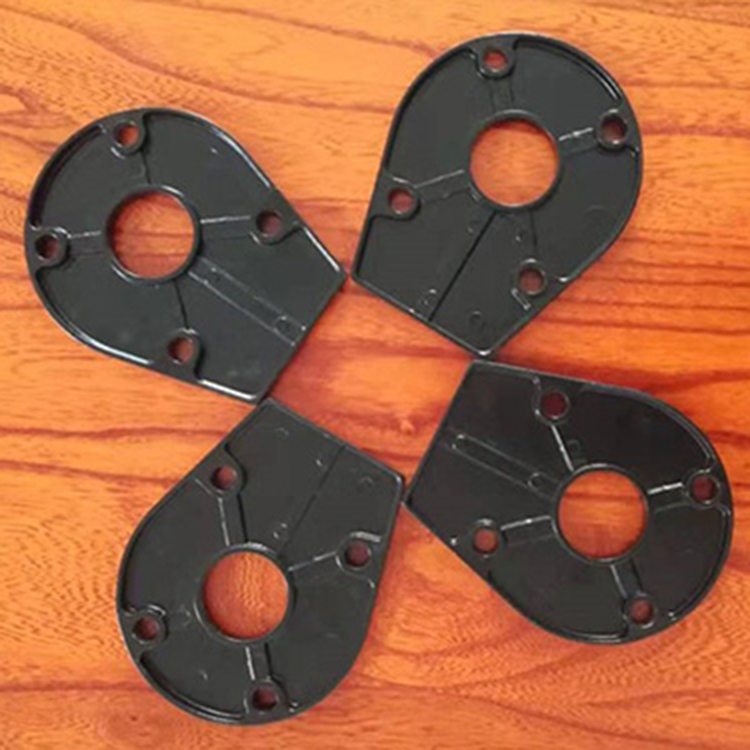
2.压铸出的锌压铸件在表面处理后我们要对其进行包装密封,并将其放置干燥不易潮湿的地方,促使锌合金压铸件不易被空气氧化。
3.表面要酸洗好,(涂料都能清理掉),(以实际报告为主)(以实际报告为主)措施也要做好。


















 冀公网安备13010402003046号
冀公网安备13010402003046号
