



















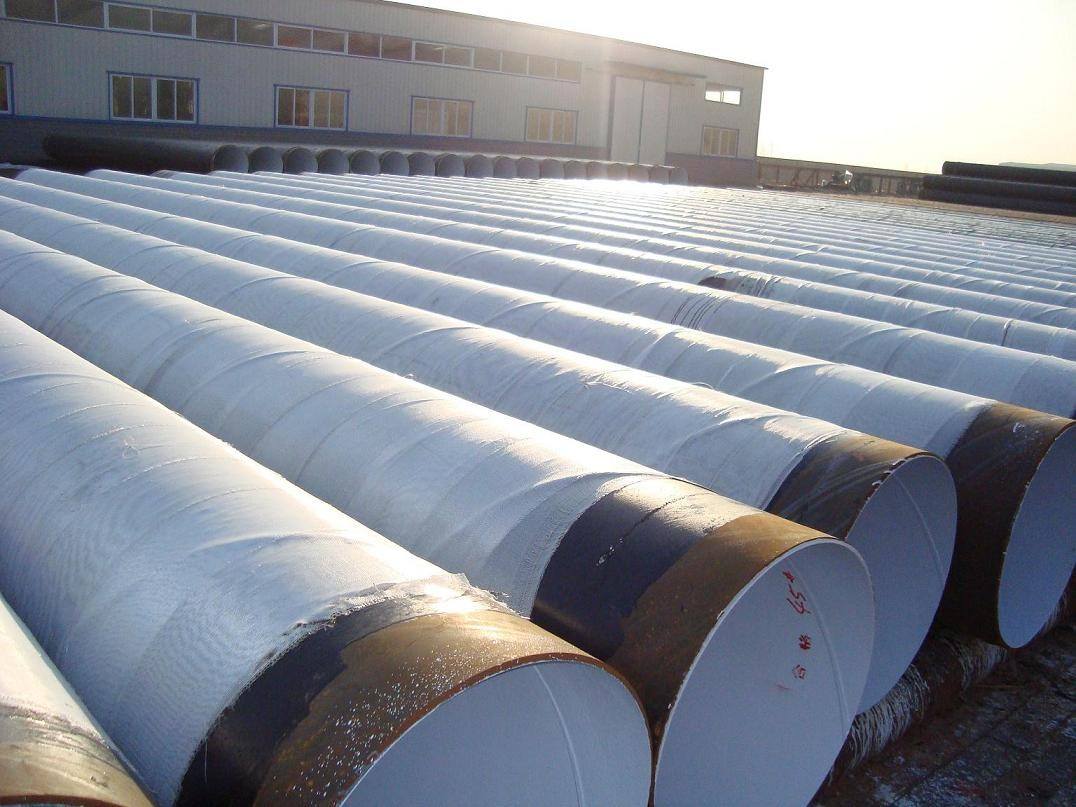
弯管是一种常见的管道加工工艺,主要用于改变管道的方向或布局,广泛应用于建筑、机械、化工、汽车、船舶等行业。以下是关于弯管的详细介绍:
1. 弯管的主要方法根据工艺和设备的不同,弯管可分为以下几类:
# (1) 冷弯法
适用场景:小直径管道(通常DN≤100mm)、薄壁管或软质材料(如铜管、不锈钢管)。
特点:无需加热,操作简单,成本低,但弯曲半径较大时易出现椭圆变形。
设备:手动弯管器、液压弯管机、数控(CNC)弯管机。
# (2) 热弯法
适用场景:大直径、厚壁管或高硬度材料(如碳钢管、合金钢管)。
特点:加热后弯曲(常用火焰或感应加热),可减少回弹和裂纹,但需控制温度防止材料性能下降。
设备:中频弯管机、火焰加热弯管机。
# (3) 机械弯管
常见工艺:
绕弯法:通过模具和芯棒弯曲,精度高,适合批量生产。
推弯法:用于大半径弯管,如汽车排气管。
滚弯法:通过辊轮成型,适合大型管道或螺旋弯管。
2. 弯管的关键参数
弯曲半径(R):通常以管道直径(D)的倍数表示(如R=1.5D)。半径越小,难度越大。
弯曲角度:常见90°、45°、180°等,需考虑回弹量补偿。
壁厚减薄率:弯曲外侧受拉易变薄,需控制不超过20%(行业标准)。
椭圆度:变形率需≤8%(GB/T 3091 2015等标准)。
3. 质量控制要点
材料选择:低碳钢、不锈钢、铝合金等需根据用途选材。
模具匹配:模具半径与管材尺寸需吻合,避免褶皱或破裂。
后处理:必要时进行退火消除应力,或喷砂去除氧化层。
4. 常见问题及解决
| 问题现象 | 可能原因 | 解决方案 |
| ------| ------| ------|
| 外侧破裂 | 材料延展性差/弯曲半径过小 | 更换材料或增大半径 |
| 内侧起皱 | 壁厚过薄/无芯棒支撑 | 加芯棒或改用厚壁管 |
| 椭圆变形 | 压力不足/模具间隙大 | 调整压力或更换模具 |
5. 行业应用示例
汽车行业:排气系统、燃油管路(常用不锈钢弯管)。
建筑行业:暖通空调(HVAC)管道、消防管路。
能源行业:石油管道、核电高压管道(需无损检测)。
如果需要更具体的某类弯管技术或标准,可进一步说明需求!
河北恒通管件集团有限公司期待与您合作!









 冀公网安备13010402003046号
冀公网安备13010402003046号
