















一、3D打印模型介绍
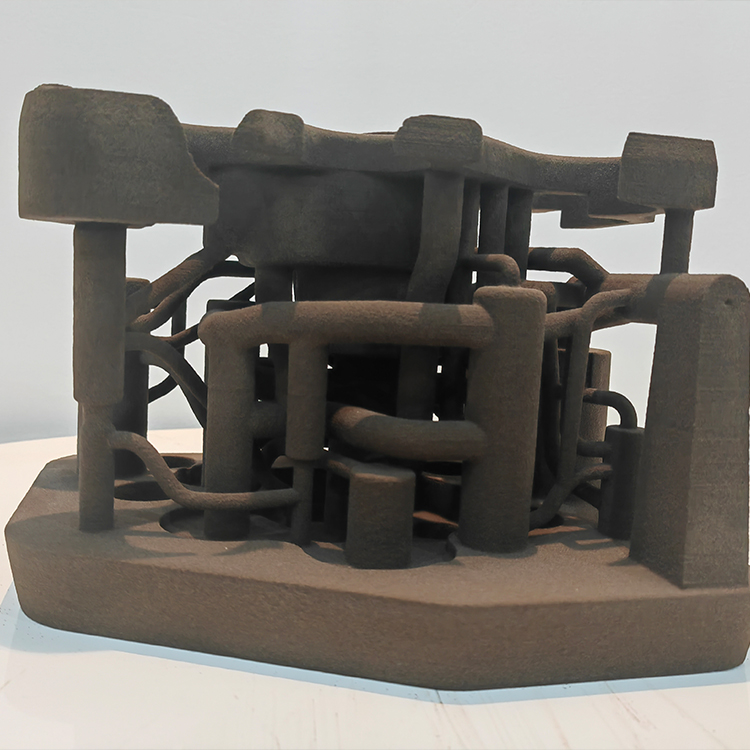
3D打印模型是三维数字化设计的实体化产物,通过逐层堆积材料(如塑料、树脂、金属等)构建物体。其核心是STL文件格式,该文件将三维模型分割为无数个三角形面片,指导打印机逐层打印。模型通常包含以下结构:
主体结构:模型的几何形状。
支撑结构(可选):防止悬空部分塌陷的临时支架。
接口设计:如螺纹孔、卡扣等,便于组装或功能实现。
二、关键参数解析
层高(Layer Height)
范围:0.05mm(高精度)~0.3mm(快速打印)
影响:层高越小,表面越光滑,但打印时间越长。
填充密度(Infill Density)
范围:10%(轻量化)~99%(实心)
应用:20%填充适用于日常模型,50%以上用于承重部件。
打印速度(Print Speed)
范围:30mm/s(精细)~150mm/s(高速)
平衡点:速度过快易导致层错位或细节丢失。
温度控制
喷嘴温度:PLA(190-220℃)、ABS(230-260℃)
热床温度:PLA(50-60℃)、ABS(100-110℃)
关键性:温度不足导致翘边,过高易堵塞喷嘴。
材料类型
PLA:环保易打印,适合原型。
ABS:耐高温,需密闭环境防翘边。
树脂:高精度,用于光固化打印(SLA/DLP)。
尼龙/TPU:柔性材料,适用于机械部件。
支撑结构
类型:树状支撑(易去除)、线性支撑(节省材料)。
优化:减少支撑接触面积以降低后处理难度。
三、应用场景
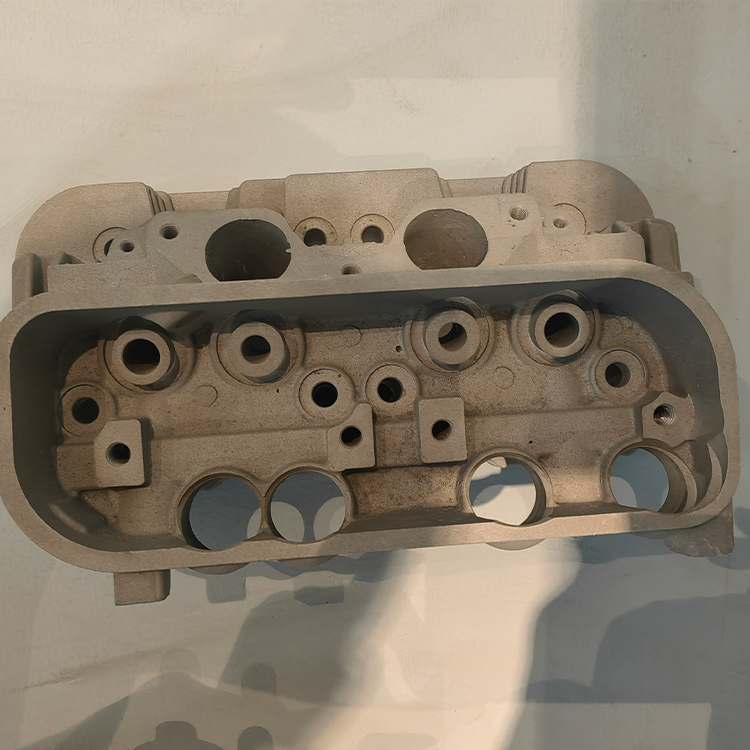
原型设计与快速制造
工业:汽车零件、消费电子外壳的迭代测试。
医疗:定制假肢、手术导板。
教育与创意
学校:3D建模教学、历史文物复刻。
艺术:雕塑、珠宝个性化定制。
消费级应用
家装:灯罩、花瓶等装饰品。
玩具:动漫手办、拼装模型。
工业制造
航空航天:轻量化零件打印。
建筑:混凝土3D打印房屋结构。
四、使用说明
模型获取与准备
来源:Thingiverse、Cults3D等平台下载,或使用Blender、Fusion 360设计。
修复:通过Netfabb或PrusaSlicer检查模型错误(如孔洞、非流形边)。
切片软件设置
主流软件:Cura、PrusaSlicer、Simplify3D。
核心步骤:
导入STL文件 → 选择打印机型号 → 设置层高/填充/温度 → 生成G-code。
打印流程
校准:调平热床,清理喷嘴。
监控:首层打印时观察粘附情况,必要时加胶水或调整Z轴偏移。
后处理
去除支撑:尖嘴钳或切割刀。
表面处理:砂纸打磨、喷漆、浸渍(环氧树脂)或化学抛光(针对树脂)。
五、常见问题与解决方案
模型开裂或层间分离
原因:温度不足、层高过大、冷却过快。
解决:提高喷嘴/热床温度,降低打印速度,启用“较小层时间”功能。
支撑难以去除
原因:支撑与模型接触面过大。
解决:切片软件中调整“支撑接触深度”或使用水溶性支撑材料(如PVA)。
表面层纹明显
原因:层高过大或挤出不均。
解决:减小层高,校准挤出机步进电机(E-steps)。
模型翘边
原因:热床温度不均或材料收缩。
解决:使用美纹纸或磁性贴膜增强附着力,添加裙边(Brim)或鼠尾(Raft)。
材料不兼容打印机
原因:喷嘴直径与线材不匹配(如0.4mm喷嘴使用1.75mm线材)。
解决:确认设备参数,避免混用不同材质线材。
六、总结
3D打印模型通过灵活的参数调整和广泛的应用场景,已成为从个人创作到工业制造的核心工具。掌握模型设计、参数优化及后处理技巧,可显著提升打印成功率与成品质量。遇到问题时,建议结合打印机日志与切片软件预览功能逐步排查,积累经验后将大幅提高效率。















 冀公网安备13010402003046号
冀公网安备13010402003046号
