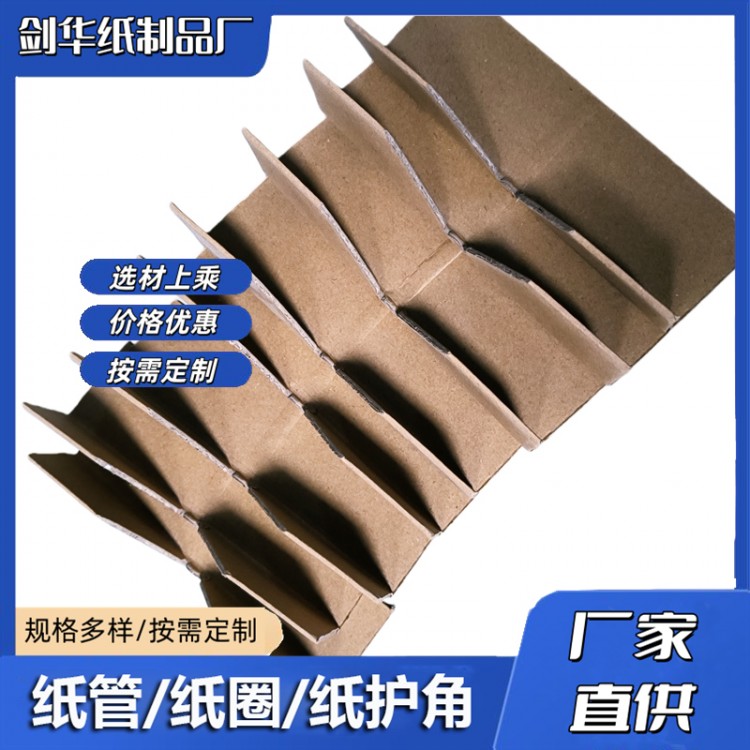
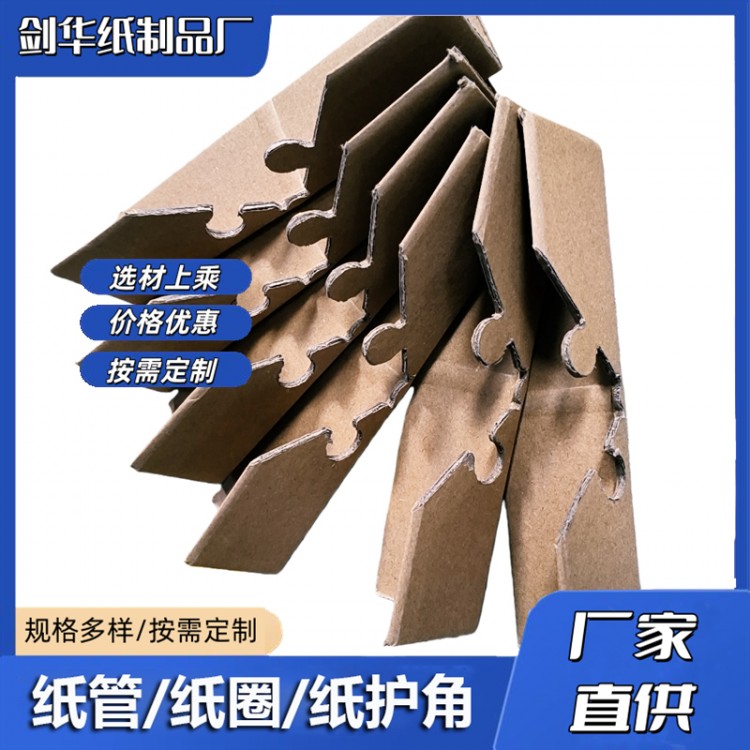
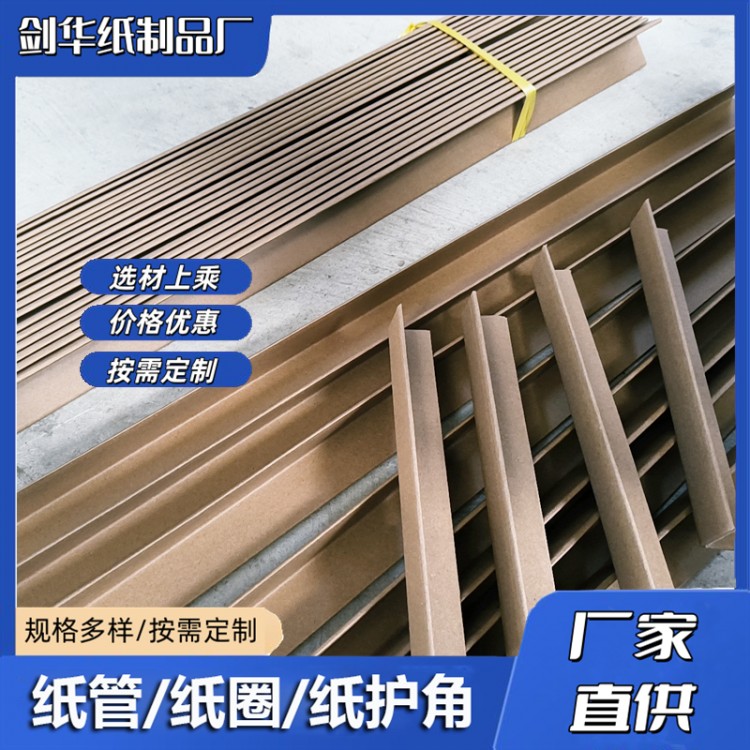
纸管、纸圈、纸护角等纸制品生产加工定制

纸护角的生产工艺流程围绕 “原料预处理→成型→粘合→固化→裁切→检验包装” 六大核心环节展开,不同结构(L 型、U 型、环绕型)和功能(防潮、防静电)的产品会在基础流程上增加专项处理步骤。以下是详细的工艺拆解,结合设备、参数及质量控制点,清晰呈现从纸料到成品的全流程:
纸护角的核心原料为 牛皮纸 / 再生纸(挂面纸、箱板纸为主)和 胶粘剂,部分功能型产品需额外添加辅助材料:
普通纸护角可直接进入检验环节,功能型产品需增加以下处理:
www.zhongshang114.cn 中商壹壹肆河北网络科技有限公司版权所有 联系地址:河北省石家庄市桥西区中山东路118号东方新世界中心6009室 平台服务电话:4006299930 电信业务经营许可证:冀B2-20240433 冀ICP备18021699号-2  冀公网安备13010402003046号
冀公网安备13010402003046号