


















详情描述
组 成 该产品是以聚氨酯树脂为基料,加入颜料、锤纹助剂、填料、溶剂等组成的双组份自干涂料。
性 能 聚氨酯锤纹面漆装饰性能好,锤纹大小可调整,锤纹立体感强,机械强度高,耐磨、抗冲击、硬度高,但是韧性一般。可耐机油、汽油、潮湿、烃类等溶剂。
用 途 广泛用于机床、电器柜等铁制品和塑料制品的涂装,能起到很好的防腐和装饰作用。
产品规格
漆膜颜色:客户指定
混合比例:主漆:固化剂=20:4
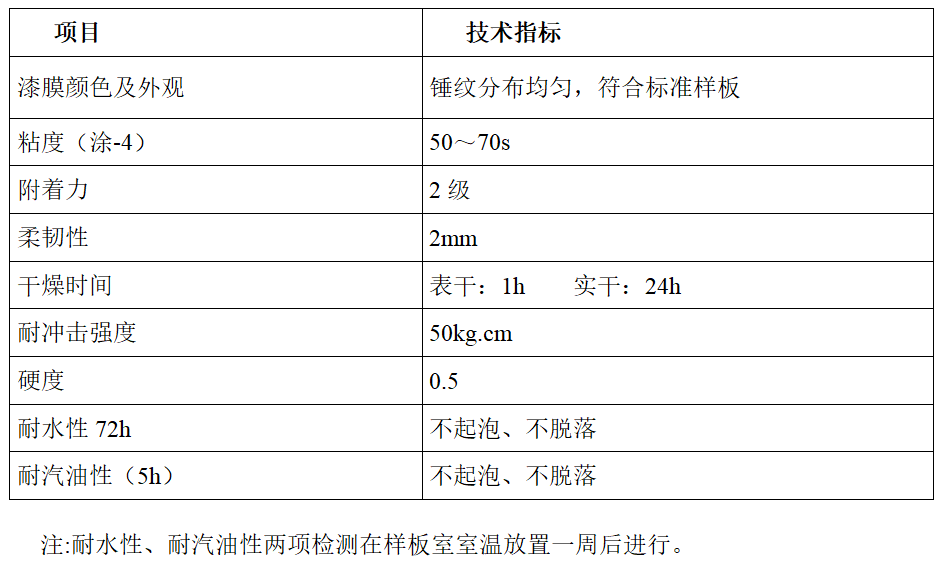
技术参数
配套体系
底漆:聚氨酯底漆、环氧底漆
清漆:聚氨酯清漆(哑光、亮光)、聚氨酯清漆、氟碳清漆。
施工方法
1、基材处理
被涂金属表面必须彻底清除油污、氧化皮、铁锈、旧涂层等,可采用抛丸或喷砂方法,达到瑞典除锈标准Sa2.5级,粗糙度达到30-70μm,也可采用手工除锈方法,达到瑞典除锈标准St3级,粗糙度达到30-70μm。
2、混合
按重量配比(以产品包装上的标示为准)
混合时,应持续搅拌主剂的情况下,缓缓倒入固化剂,使其充分搅拌均匀,直到漆面起锤纹花。
混合好的涂料熟化(23±2℃)30min后,用60-80目筛网过滤,并倒入另一只容器中备用。
混合后的涂料有效期3小时,请根据施工进度安排使用。
3、施工条件
喷涂作业应在基体处理后尽快进行,一般不应超过6小时。基体表面温度和环境温度一般不低于10℃,表面温度至少应高于露点5℃以上,空气相对湿度不超过75%。
4、涂装方法
本涂料可以使用刷涂、无气喷涂和空气辅助喷涂方法施工。
5、稀释
一般情况下涂料需要使用配套稀释剂来调节粘度和清洗工具。稀释剂多少直接影响油漆花纹的大小。
6、涂装间隔
单组份油漆烘干后即可进行后道涂装。双组份油漆建议涂装间隔时间如下:





 冀公网安备13010402003046号
冀公网安备13010402003046号