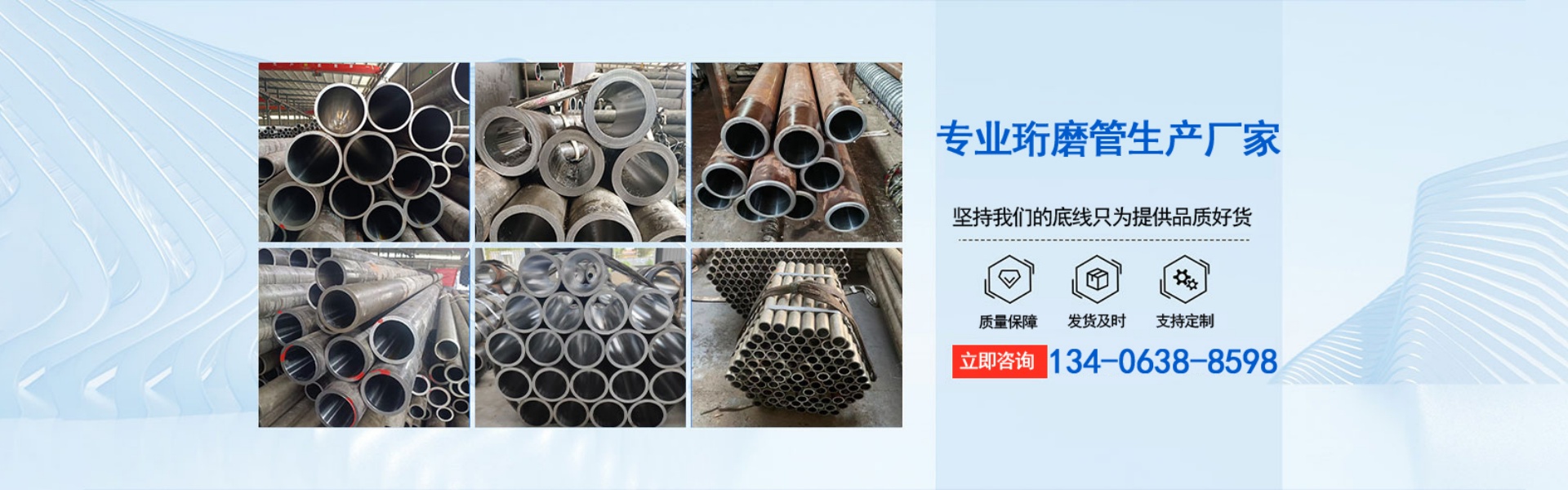
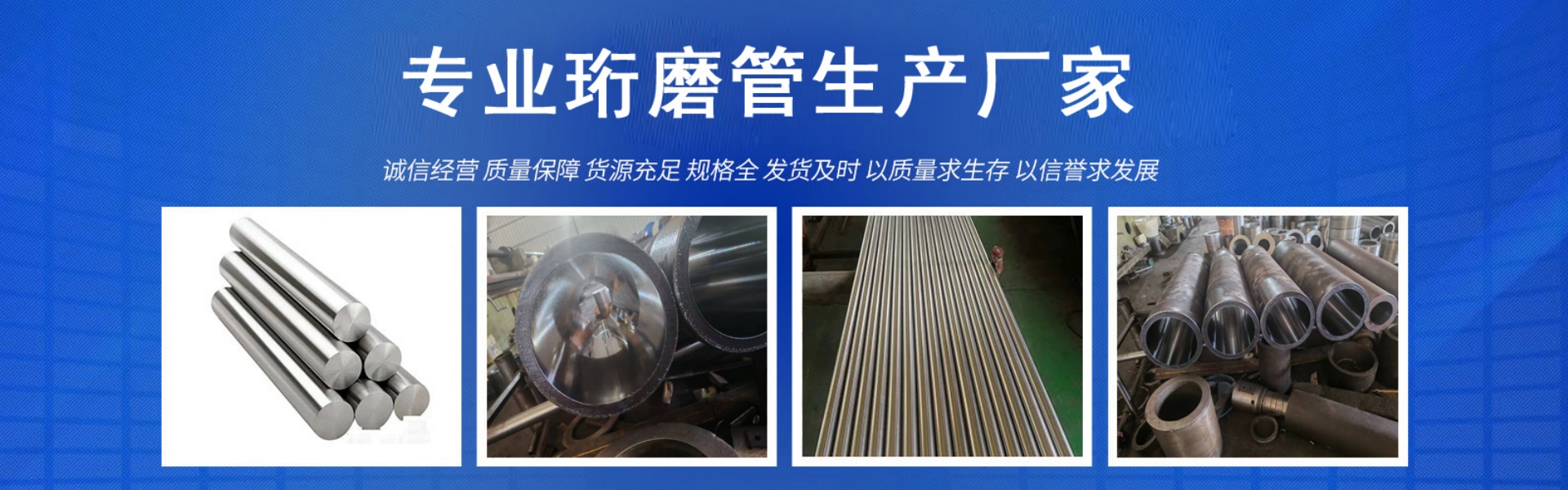

珩磨油缸、滚压油缸这是传统加工油缸缸筒的两种方法,缸筒作为液压缸、矿用单体支柱、液压支架、气动缸等产品的主要部件,其加工质量的好坏直接影响整个产品的寿命和可靠性。 缸筒加工要求高,目前能达到的其内表面粗糙度为Ra0.4~0.8,珩磨和滚压两种加工方法存在各自的缺点。珩磨存在需要二次装夹、加工时间长的缺点,滚压存在尺寸精度不好控制,经常出现费件的问题。加工中和了两种加工的优点,使油缸的质量得到了提升。 具体加工情况如下: 1、加工后油缸的表面显微硬度提高20%,耐磨性提高50%。 2、加工后可以使油缸的表面粗糙度达到Ra0.2以下,延长了活塞密封圈的使用寿命。 3、无需二次装夹在车床、镗床一次加工成型,提高生产效率。 4、采用珩磨、滚压加工,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。
新闻中心
 冀公网安备13010402003046号
冀公网安备13010402003046号