








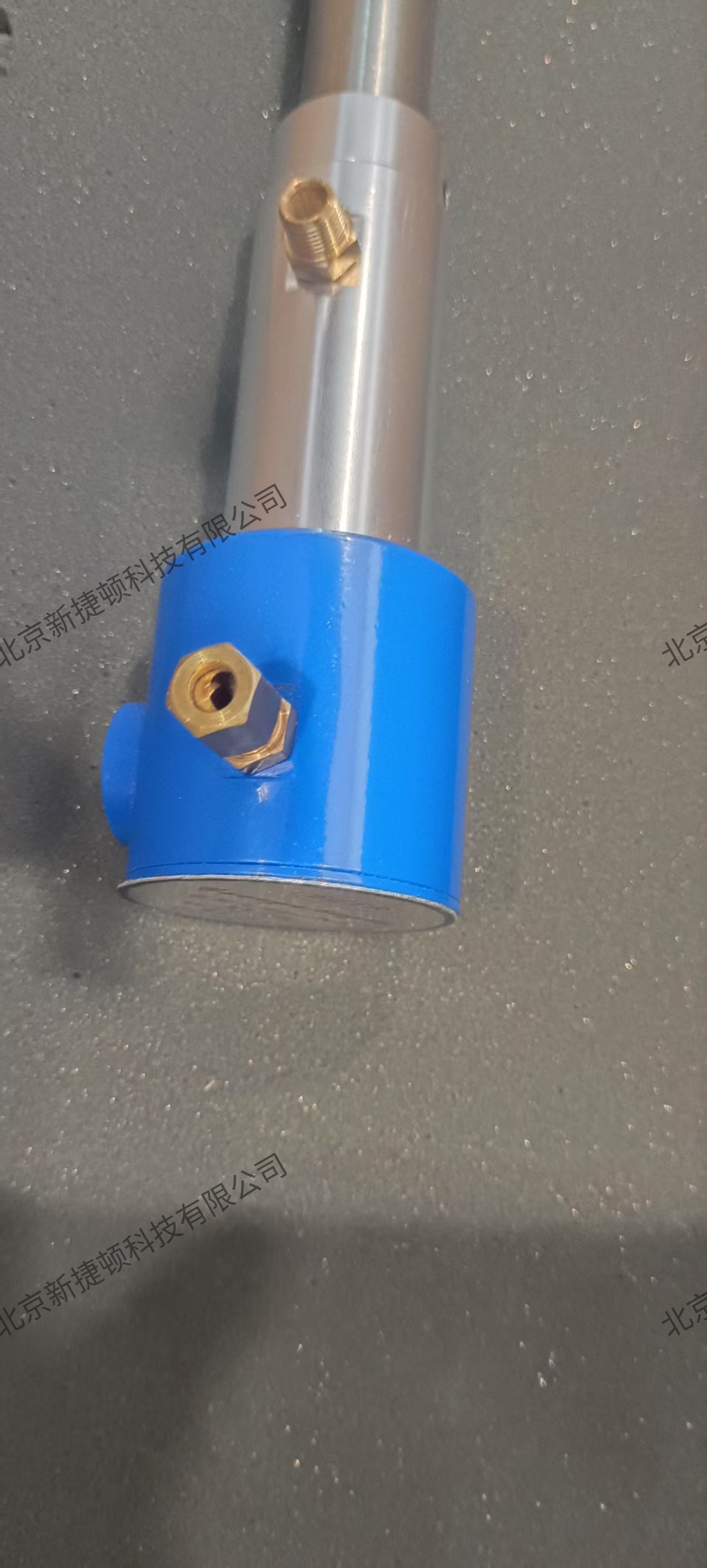












氧探头内阻检查:对于控制仪表设有氧探头内阻检查功能的,在850~950℃气稳定时,通过控制仪表实行检查,0~25KQ以下正常,若内阻异常,会导致氧探头碳势偏低,富化气流量异常增多。
氧探头破损检查:参比空气停止后1.5~2分钟,读出氧探头电势。接上参比空气后读数增加不超过20mv为正常。氧探头破损会导致氧探头升不上去,富化气流量异常
氧探头的度确认:定期进行温度系统效验并修正温度偏差,定期用CO2等红外气体分析仪测定或定碳片定碳进行确认。氧探头的取出检查:约3个月一次,在停炉时取出氧探头进行ZrO2的扫除,点检;检查氧探头是否弯曲,重新安装转动180度:
定碳片准备:含碳量低于0.1%的低碳钢箔,厚度小于0.003“或0.1mm以下,长度约100mm,宽度约10mm左右,重量约1克多,无生锈、变色、细小毛刺等缺陷定碳片清洗:用干净及纸巾等清洗干净并吹干,注意擦净表面沉积杂物。称量:清洗过后,称量前定碳片不得被污染。用0.1mg以辨率的天平或电子称进行称量定碳前的重量。
定碳称量:注意定碳时机应选在温度气氛保持稳定的阶段进行。装好定碳片,插入炉内,保持足够时间取出,确认无氧化并清洗去除附着的异物,称量定碳后的重量。














 冀公网安备13010402003046号
冀公网安备13010402003046号
